GeneSyst Waste UK Ltd is a Clean Technology company, which uses a series of processes to produce fuel grade ethanol (energy) from the biomass in waste products. You can read more about this technology below or visit GeneSysts own website at www.genesystuk.com.
The process of turning biomass (celluloses) to the saccharides by weak acid hydrolysis prior to making ethanol has been used in the United States and elsewhere for over 80 years, using small scale plants with heating under pressure in multiple batch tanks above ground.
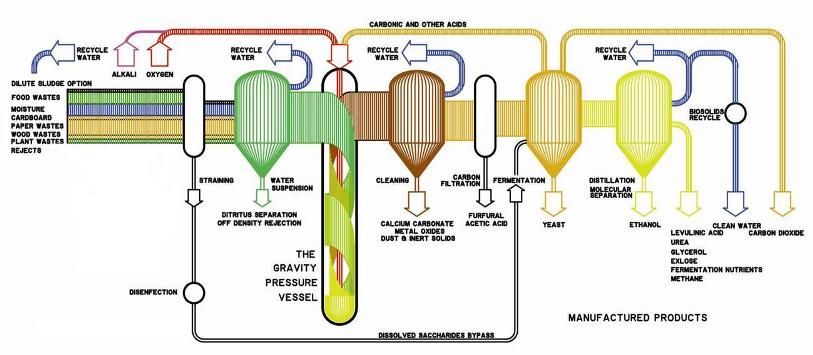
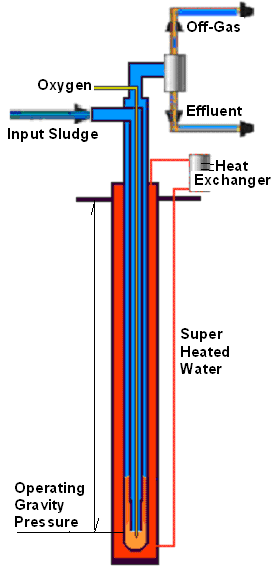
The GeneSyst system updates this process by using a deep shaft in which hangs the GPV. This is an annulus of pipes freely hanging inside the external shaft under vacuum seal. After receipt and shredding of the biomass it is mixed with water and cleaned. The cleaned biomass enters the outer annulus of the GPV passing downwards accumulating pressure and at the bottom a catalyst (weak acid) is added to instigate the disassociation of the celluloses to the saccharides, or sugars.
The process is highly exothermic. The temperature quickly rises to 235+ Celsius, its density changes and the mixture, which is now sugar based starts to rise up the inner pipe. The acid is immediately neutralised, and as the mixture continues to rise, driven upwards by the following colder feed mix, it transfers heat through the wall of the inner pipe to the descending raw materials in the outer annulus of the GPV.
At the surface the sugar mixture is then cleaned and forwarded for conversion to ethanol ready for sale. The system is sealed to prevent any environmental pollution.
Ethanol produced from biomass waste eliminates the production of further green house gases (GHG) arising from waste, and when used as a substitute for the refined fossil fuels petrol and diesel it offers a further reduction in the emission of GHG giving additional benefits to the environment.
The Process Overview
The GeneSyst Process converts the cellulose content of biomass to marketable products including fuel grade ethanol. The procedures used are controlled and fully patented in accordance with the WIPO, World Intellectual Property Organisation. It uses proven technologies from the waste water industry to convert the celluloses to the saccharides (or sugars) by the process known as Dilute Acid Hydrolysis a procedure first understood in 1826 and developed from the late 19th Century and through the 20th Century to manufacture fuel grade ethanol for transport use.
The procedure uses the internationally patented Gravity Pressure Vessel (GPV) developed by the founder of GeneSyst International Inc., James A Titmas P.Eng who remains intimately involved with GeneSyst as the CEO and Chairman of the Board of Directors.
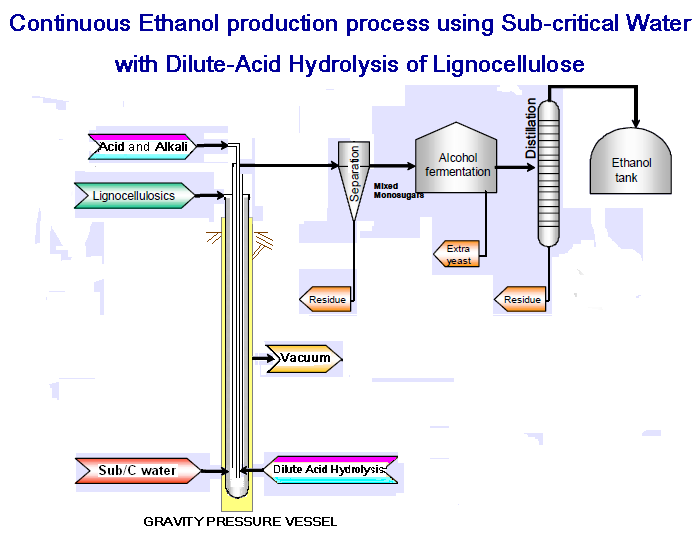
Dilute Acid Hydrolysis is the name given to a process which takes a solution of cellulose and hemi-cellulose in water and breaks it down from a complex polymeric compound to its basic parts the saccharides (or sugars, the simple carbohydrates) freeing them for subsequent fermentation to make ethanol.
The process to extract the saccharides (sugars from the celluloses) needs stimulating and for this it requires a catalyst. Generally a dilute acid is used. The reaction process is nearly instantaneous (it takes a few seconds to occur) and releases profuse quantities of “pent up heat” in a highly exothermic manner and the temperature will rise to over 280oCelsius.
If the process was allowed to take place at standard atmospheric pressure the mixture and solution of celluloses in water would boil explosively. To contain this, the procedure for using dilute acid hydrolysis is always contained under pressure. This situation of balance between pressure and water at a temperature of 280oCelsius is known as Super-Heated Water and provided the combination falls below the "Critical Point" it is called Sub-Critical Water.
Immediately after breaking down the celluloses to its basic parts, the dilute acid (the catalyst) needs neutralising, and for this a dilute alkali, generally one formed from the alkali earths is used. This needs effecting very quickly otherwise the acid in the solution will begin to react with the sugars to form lower order chemicals devoid of the H-OH radicals that make them the sugars and carbohydrates.
Upon neutralising, the sugars, now in solution need cooling rapidly to avoid over cooking. Failure to do this will result in the sugars moving towards anhydrous chemicals (such as furfural) and would then become toxic to the production of ethanol by using fungi (or yeast.)
In its early configuration dilute acid hydrolysis was developed in a batch process (the engineers at the time knew little different) and the sophistication of the equipment we have use of today had not even been thought of. It is worth noting that at the time the process was beginning to be used in 1894 electricity generation and its universal use had not been developed. The Panama Canal was the first major use of electricity on a big scale and that was not completed until 1913!
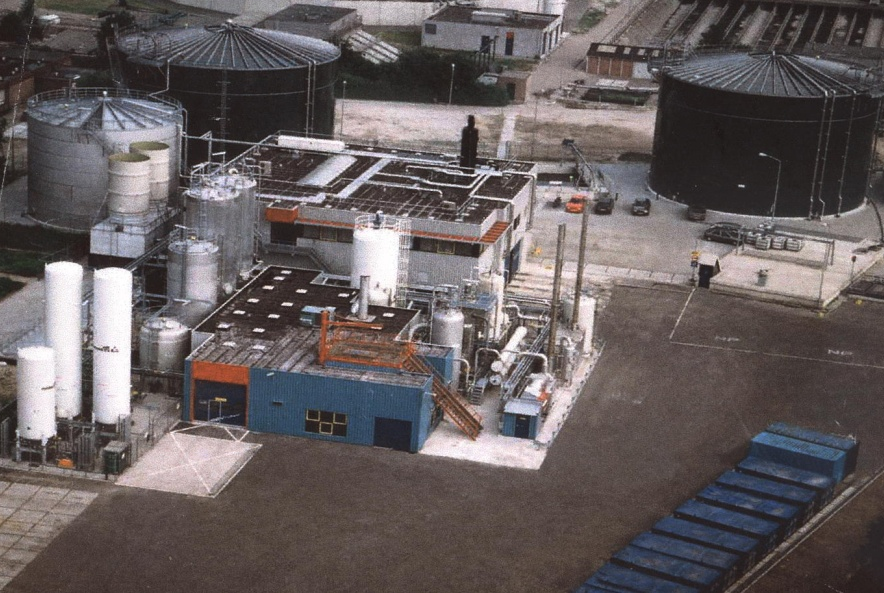
TOTALLY ENCLOSED, SMALL FOOTPRINT WITH A BROAD SPECTRUM APPLICATION INCLUDING TREATMENT OF BIOMASS FROM MUNICIPAL SOLID LIQUID WASTES
Now with the GPV being developed a new surge of interest has occurred whereby the system can be controlled easily in terms of pressure and temperature reflecting the parallels of the same use in the precursor of wet air oxidation. The process is now controllable in terms of all the parameters needed to produce the sugars needed for making fuel grade ethanol.
The GPV is formally acknowledged in the Planning Officers’ Handbook to the Planning Policy Statement 22 (PPS 22) by the UK Government as a suitable tool for waste treatment and the generation of renewable energy and fuels.
TOTALLY ENCLOSED, SMALL FOOTPRINT WITH A BROAD SPECTRUM APPLICATION INCLUDING TREATMENT OF BIOMASS FROM MUNICIPAL SOLID LIQUID WASTES
Now with the GPV being developed a new surge of interest has occurred whereby the system can be controlled easily in terms of pressure and temperature reflecting the parallels of the same use in the precursor of wet air oxidation. The process is now controllable in terms of all the parameters needed to produce the sugars needed for making fuel grade ethanol.
The GPV is formally acknowledged in the Planning Officers' Handbook to the Planning Policy Statement 22 (PPS 22) by the UK Government as a suitable tool for waste treatment and the generation of renewable energy and fuels.
History and Development Stages
There are many chemical processes that have been found to work more beneficially when using super-heated water including those in the chemical and food industry in the extraction of instant coffee and for extracting indigo dye from woad.
Two of the more innovative uses though have been in the Dilute-Acid Hydrolysis of Celluloses and Starch to the Saccharides (dating to 1819), and in the Wet Air Oxidation of Waste Water (Sewage) Treatment Works for sludge and other complex organic chemicals which was first trialled in 1937.
The processes used by GeneSyst in the conversion of biomass to high value product use both superheated water and dilute-acid hydrolysis. Bringing them together to optimise their benefits in one procedure was not considered until the later part of the 20th Century.
The earliest attempt to use the procedure on sludge was by Fred Zimmerman (from the USA) in a patented process for wet air oxidation for the destruction of sewage sludge and, hard to treat chemicals. It became known as the “Zimpro System.” However like many of the chemical and process treatment systems at the time it was developed as a batch process. Despite the disadvantages it was subsequently adopted in the USA during the mid 1950s to treat sewage sludge. Plants were copied and installed in Japan and Europe in the 1960s and 1970s.
The treatment ability of an individual plant was limited because of the sequential batch processing needs. For large installations, multiple units in parallel were needed to off-set power consumption use.
Under the best operational conditions the power use was high and the destruction capacity was limited to around 60%. This incomplete treatment process produced significant odours from the plants often resulting in early closure.
Its use was therefore limited to small facilities or in installations (using multiple units) such as the case in California, Tilbury (UK) and Apeldoorn (Netherlands). Further development of the process was limited by 20 years because of potential patent infringements.
During the late 1960s and early 1970s research was restarted to look at the various options for making the process continuous. This started with a successful development of a U -Tube pressure vessel at the Lowery Air Force Base (by William J Bauer) using at first high pressure pumps and then gravity to maintain subcritical water.
 This was subsequently redeveloped in the 1970s with the Bow Valley (the J McGrew project) sponsored by the US EPA (EnvironmentalProtection Agency) at Longmont Colorado. Designed for 5 tonnes per day of sludge, it out-performed by so much, it had to be shut down more often than it was working. Its location was its draw-back. Had it been built at Boulder City the supply of sludge would have been less limited.
This was subsequently redeveloped in the 1970s with the Bow Valley (the J McGrew project) sponsored by the US EPA (EnvironmentalProtection Agency) at Longmont Colorado. Designed for 5 tonnes per day of sludge, it out-performed by so much, it had to be shut down more often than it was working. Its location was its draw-back. Had it been built at Boulder City the supply of sludge would have been less limited.
This plant was destined to be the most observed and monitored sludge treatment plant known.
When the Veluwe Water Board at Apeldoorn (Netherlands) wanted to upgrade their sludge treatment facility their familiarity with wet air oxidation (from their Zimpro facility in Apeldoorn Waste Water Treatment Plant) confirmed that this was the right approach particularly as it had been updated to a continuous procedure.
A team including a Civil Engineering Contractor Vijnan and Grontmij spent time in Longmont refining the process and with modifications and renewed patents (under H W Peterschenk and D R Silluruud) it was dismantled and subsequently reinstalled in Apeldoorn during 1990 and commissioned in 1991. This facility became known as the VerTech Treatment Systems Aqueous Phase Oxidation (APO) Plant. This project was a first in many ways. It was the first finance design build and operate contract facility in Europe. It was a contract with the Veluwe Water Board (the treatment plant owners) with tenure of 15 years. Cost was £16 million.
As an experimental plant it had extensive monitoring instruments valued at over £4 million to record every minute detail of the process in a complete computer record of its operations. VerTech was asked to add an additional final effluent process treatment plant, to assist in supporting the over-loading of the existing sewage works, effectively isolating (or ring-fencing) the APO facility. This allowed VerTech to increase the sludge treatment capacity, thus enabling the company to import sludge to the facility from industry. This increased its utilisation time and its profitability by 40%
 The facility was decommissioned for 6 months for this expansion. This allowed the insurers, Lloyds, to inspect the VerTech Pressure Vessel, APO Plant and as a result it was withdrawn and inspected. There was no wear or corrosion observed in the feed pipe work and a camera inspection of the return updraft annular pipe again showed no corrosion or erosion. As a result the insurance premiums were reduced to a third and the plant was put back in to service.
The facility was decommissioned for 6 months for this expansion. This allowed the insurers, Lloyds, to inspect the VerTech Pressure Vessel, APO Plant and as a result it was withdrawn and inspected. There was no wear or corrosion observed in the feed pipe work and a camera inspection of the return updraft annular pipe again showed no corrosion or erosion. As a result the insurance premiums were reduced to a third and the plant was put back in to service.
On restarting operations the facility was further tested on a variety of sludge, including manure, oil contaminated soils and canal dredgings, as well as its primary duty. The VerTech facility out-performed its design capabilities and consistently achieved a 98% + sludge destruction capacity with a design horizon greater than 30,000 tonnes dry solids per year. Additional liquid and dry sludge was imported from up to 100 kilometres to meet this need.
In 1998 the Wijnan Group and Grontmij Consulting Engineers (joint owners of VerTech) sold their share to the Recycling and Land Fill Company VAR BV.
VAR BV was the final recipients of the sludge treatment plant residues from the Apeldoorn Plant and was engaged in operating the facility. VAR continued to work on the renamed VarTech facility viewing a new design which included a vacuum jacket instead of the superheated water jacket, but they were too late as this design had already been patented by James A Titmas, Founder of GeneSyst Inc
Veluwe Water Board announced they had an alternative disposal route for its sludge from 2007 in Leipzig dumping it in old coal mine shafts for a €10.00 a dry tonne, less than 12% of their current charge.
GeneSyst, after arranging a licensing agreement in 1992, took the opportunity to visit the site as often as possible, sometimes four times a month and often for three days at a time. These were organised for private research and for business development. This project was one of the most fully instrumented and monitored programme in sludge treatment in Europe. Full use was made of the additional instrumentation and probes in order to record and note the process and the effects of any operational changes within. It was possible to monitor the total processing within the pressure vessel at all depths in the reaction area. When the VerTech Pressure Vessel was installed the injecting points for Oxygen were set at depths of 600, 900, 1100 and 1200 metres from the surface Additional sensors were also included to record changes in the treatment process in temperature pressure and pH so that adjustments could be made to improve the operational performance.
Following these observations and an analysis of the chemistry behind the process, it was confirmed that the facility could be modified to convert the biomass in the sludge to its component parts by removing the oxygen supply altogether. In effect the facility would be operated anoxically in the hydrolysis mode even without the addition of a dilute acid.
Although this was not practiced at the site it did confirm that the future use of a similar facility would be clearly converting the biomass content of wastes to more useful products particularly through the sugar platform. At the same time it was agreed that for this mode of operation it could be at a shallower depth.
The full analytical work by James Titmas, Professor Dr. F Shafizadeh and Dr. A O Converse confirmed that this was a major benefit to the old batch process and that by this development the potential of maximising the output of Ethanol from Biomass to over 85 % and even the theoretical maximum was attainable. They also proposed that the Sulphuric Acid used for the process could be dispensed with in favour of using Carbonic Acid derived from the later fermentation plant.
All this together with prior investigatory analysis through Universities and laboratory testing completed the Peer Review that supported the patents.
It is also worth noting that a prior article on the use of Subcritical Water used in conjunction with Dilute-Acid Hydrolysis work was already known to them under the work “Non Catalytic Conversion of Cellulose in Supercritical and Subcritical Water under Tadafumi Adschiri, Satore Hirose, Roberto Malaluan and Kunio Arai on 25th March 1993. It has also been further researched by Taherzadeh and others as being a significant and added benefit to a process, and this has subsequently been acknowledged by many other research institutions in the field as critical development to the process that is needed.




